Ecosoft INOX MO2 8" reverse osmosis system with Siemens controller

Ecosoft INOX MO2 8" reverse osmosis system with Siemens controller
- Provides 2–2.5 m³/h flow rate
- Siemens S7-1200 controller for automated operation
- SIMATIC HMI KTP700 Basic touchscreen operator panel
- Stainless steel frame and membrane rack
- Pump frequency control for consistent operation
- Grundfos pump supports stable flow
Información del producto
Ecosoft INOX MO2 8" reverse osmosis system with Siemens controller is a industrial reverse osmosis system designed for stable purified water production. With a capacity of 2–2.5 m³/h, it is suitable for facilities that need a reliable water supply, including food and beverage production, pharmaceuticals, boiler feed, and water reuse processes.
The system is built on a stainless steel frame for long service life and corrosion resistance in demanding operating conditions. It uses 8" membrane elements for high rejection rates and consistent permeate quality. The Siemens-based control platform and pump frequency control support precise pump speed regulation, optimized energy use, and smooth operation without hydraulic shocks.
The MO2 system can be integrated into Building Engineering Management systems via SCADA or BMS protocols. This allows operators to monitor performance in real time, access operational data remotely, and use advanced control strategies. The touchscreen operator panel provides clear visualization of pressure, flow rate, conductivity, and system status, while automatic start-up and shutdown, built-in safety protections, low-noise operation, and an organized layout simplify daily operation and maintenance.
Información técnica
Before starting the reverse osmosis system, prepare the membrane, refill the elements, adjust the devices, and perform other system checks.
Avoid major pressure or flow surges inside the spiral-wound elements during start-up, shutdown, or cleaning. This helps reduce the risk of membrane damage. During start-up, gradually switch the system from standstill to operating mode by following these steps:
- Gradually increase the feed water pressure over 30–60 seconds.
- Gradually bring the flows to the operating rate over 15–20 seconds.
- Discharge the permeate obtained during the first hour of operation.
After initial soaking, always keep the elements wet.
To prevent biofouling during long operating breaks, submerge the membrane elements in a preservative solution.
The maximum pressure drop across the full housing length is 2.1 bar.
⚠️Use sterile rubber gloves when working with membrane elements.
⚠️If high microbiological purity is required, disinfect the reverse osmosis system and the permeate tank before installing the membrane.
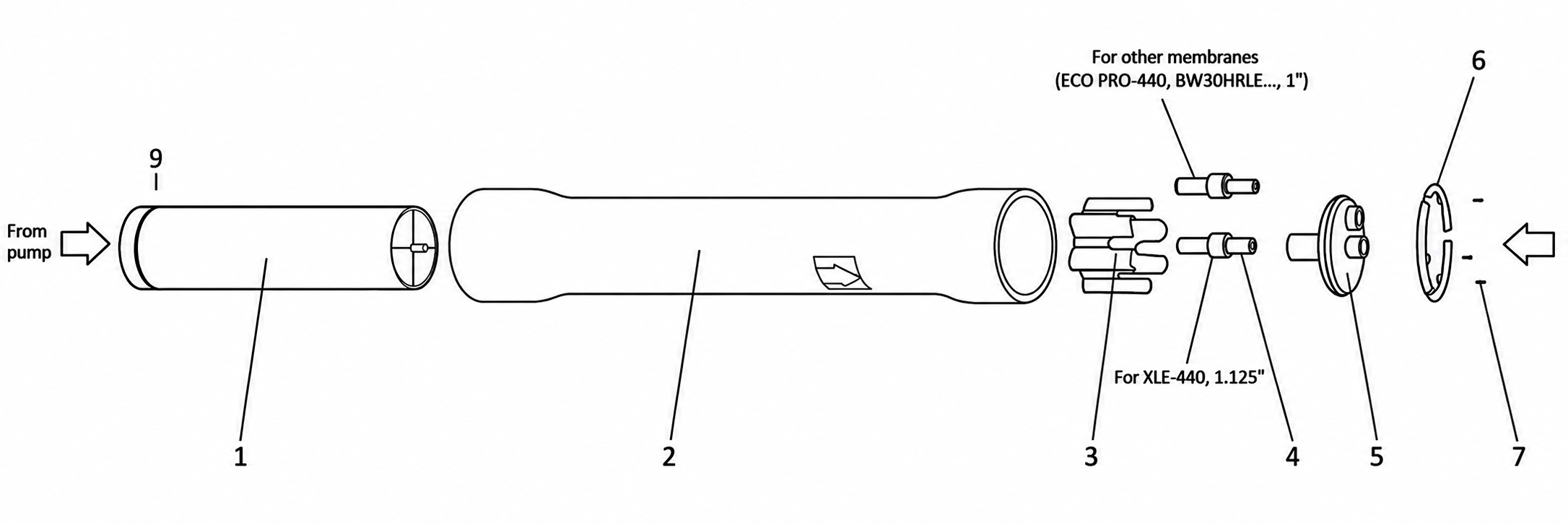
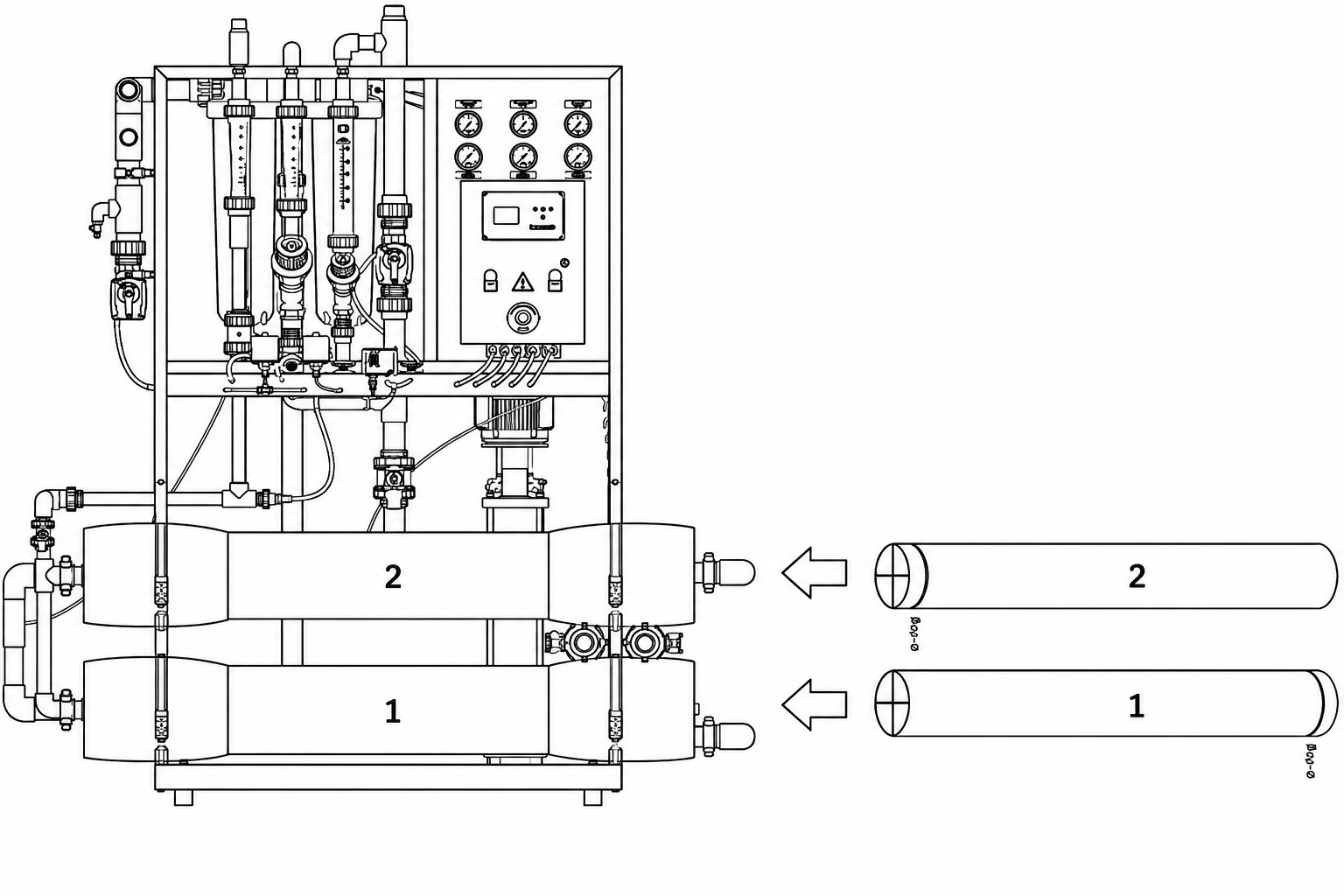
Remove the membrane element(s) 1 from the factory packaging and install it in the membrane housing(s) 2. The membrane element must be installed by removing the end cap. The membrane element must be installed in the membrane housing with the O-ring facing the membrane housing inlet connection, as shown in the figure. The O-ring must be in the opposite direction from the arrow.
After installing the membrane element, install the end cap 5 and secure it to the membrane housing with locking kit segments 6 and screws 7. The screws are unscrewed with an 8 mm hex key.
On the other side of the membrane holder, install the thrust ring 3, as shown in Figure 5.2, then install the adapter 4. After that, install the end cap 5 and secure it to the housing with locking kit segments 6 and screws 7.
Connect the water supply, concentrate, and permeate discharge pipelines to the membrane housing. Secure the housing to the reverse osmosis system frame.
When the system is first started, the first portion of permeate must be discharged into the sewer. The minimum discharge time is 30 minutes.
💡When installing the membrane, pay attention to the direction of the arrow on the membrane holder.
💡If necessary, use glycerin as a lubricant.
FAQ
-
¿Cuál es la diferencia entre el Siemens S7-1200 y los controladores Ecosoft OC5000 u OC6000?
El Siemens S7-1200 admite una conectividad de red robusta mediante PROFINET integrado, lo que lo hace adecuado para la integración en sistemas SCADA a nivel de planta y para una supervisión remota avanzada. Su diseño modular permite a los operadores añadir módulos I/O especializados o procesadores de comunicación cuando sea necesario.
Los sistemas con controlador Siemens también incluyen más instrumentación, como sondas de conductividad para el agua de alimentación y el permeado, manómetros electrónicos, caudalímetros electrónicos y sensores electrónicos de temperatura. La integración nativa con pantallas táctiles HMI de alta resolución permite mostrar los datos de las membranas en tiempo real y ofrece al operador un control de proceso más detallado.
Ambos tipos de controladores pueden realizar tareas estándar de ósmosis inversa. El PLC Siemens es más adecuado para proyectos industriales donde la integración, la flexibilidad y la supervisión avanzada son importantes. Los controladores OC5000 y OC6000 son una solución más compacta y rentable para sistemas estándar de tratamiento de agua donde no se requiere integración en una red a nivel de planta.
-
¿Qué instrumentos adicionales están disponibles en los modelos con controlador Siemens?
Los modelos con controlador Siemens incluyen varios instrumentos adicionales. La celda de conductividad del agua de alimentación, CE-01 en el diagrama de tuberías e instrumentación, y la celda de conductividad del permeado, CE-02, miden continuamente los sólidos disueltos para ayudar a monitorizar la calidad del agua.
El rendimiento hidráulico se monitoriza mediante dos sensores electrónicos de caudal, EFI-01 y EFI-02, situados en las líneas de permeado y concentrado. El sistema también está equipado con transmisores electrónicos de presión, EPI-01 a EPI-04, que monitorizan la presión antes y después de los filtros de sedimentos, en la entrada de los portamembranas y en la línea de concentrado.
Un sensor electrónico de temperatura, ET-01, está instalado en la línea de permeado y proporciona datos sobre la temperatura del permeado.
-
¿Cuáles son las funciones de los sensores de presión antes y después del filtro de sedimentos?
Los sensores de presión antes y después del filtro de sedimentos se utilizan para monitorizar la caída de presión. A medida que se acumulan arena, óxido, cal y otras partículas, aumenta la resistencia del filtro. La presión de entrada se mantiene similar, mientras que la presión de salida disminuye.
Si la caída de presión a través del filtro de sedimentos aumenta hasta 0,6–0,8 bar, el filtro debe sustituirse. Si la presión después del filtro de sedimentos cae por debajo de 2 bar, el presostato de baja presión se activa y el sistema entra en modo de fallo.
Si el presostato de baja presión está defectuoso o desactivado, la bomba puede no recibir suficiente agua. Una presión inferior a 2 bar puede causar cavitación. La ausencia de presión puede provocar funcionamiento en seco, lo que puede dañar los componentes internos de la bomba en cuestión de minutos. Si la presión diferencial cae repentinamente a cero mientras el caudal sigue siendo alto, esto puede indicar un daño mecánico en el filtro. En ese caso, el filtro debe sustituirse.
-
¿Cuál es el propósito del sensor de presión después de la bomba y antes de la carcasa de membrana?
El sensor de presión situado entre la bomba y la carcasa de membrana es el instrumento principal para monitorizar la presión de funcionamiento aplicada a la membrana. Este sensor funciona dentro de un rango de 0–16 bar.
La presión requerida puede ajustarse en el variador de frecuencia. Cuando el sensor detecta el valor establecido, el variador de frecuencia controla la velocidad de la bomba para mantener la presión requerida.
-
¿Por qué hay un sensor de alta presión después de las carcasas de membrana?
El sensor de alta presión instalado después de las carcasas de membrana está ubicado en la línea de concentrado. Monitoriza la resistencia hidráulica dentro de los elementos de membrana y ayuda a garantizar el funcionamiento seguro del proceso de filtración.
El sensor antes de la membrana muestra la presión aplicada al sistema. El sensor después de la membrana muestra la presión residual del agua de rechazo antes de pasar por la válvula de control de concentrado. Con ambas lecturas, el controlador Siemens S7-1200 puede mostrar la presión diferencial a través del conjunto de membranas.
La presión diferencial es uno de los principales indicadores de incrustación o fouling. Si la caída de presión entre la entrada y la salida aumenta un 10–15 %, esto puede indicar que los espaciadores de alimentación dentro de la membrana se están obstruyendo con depósitos minerales o materia biológica. El operador puede decidir entonces si se requiere una limpieza química.
-
¿Dónde están ubicadas las celdas de conductividad y cuál es su propósito?
Hay dos celdas de conductividad: CE-01 en la línea de agua de alimentación y CE-02 en la línea de permeado, como se muestra en el diagrama de tuberías e instrumentación.
La celda de conductividad del agua de alimentación mide la conductividad eléctrica del agua de entrada y proporciona un valor de referencia para los sólidos disueltos totales que entran en el sistema. La celda de conductividad del permeado mide la calidad del permeado y ayuda a confirmar que el proceso de ósmosis inversa elimina las sales de forma eficaz.
Un aumento de la conductividad del permeado en CE-02 puede indicar daños en la membrana, incrustación o la necesidad de una limpieza química. CE-01 y CE-02 suelen funcionar dentro de un rango similar de 0–2000 mg/L. Si es necesario, los sensores pueden cambiarse para adaptarse a necesidades específicas del proceso. Por ejemplo, se puede instalar un sensor con un rango de hasta 4000 mg/L en la entrada del agua de alimentación, mientras que en la salida del permeado se puede utilizar un sensor más sensible de hasta 200 mg/L.
-
¿Dónde están ubicados los indicadores de caudal y por qué son necesarios?
Hay dos indicadores electrónicos de caudal: EFI-01 en la línea de permeado y EFI-02 en la línea de concentrado, como se muestra en el diagrama de tuberías e instrumentación.
EFI-01 mide el volumen de agua purificada producido por las membranas. EFI-02 monitoriza el volumen de concentrado descargado al drenaje. En conjunto, estas lecturas ayudan al operador a evaluar el equilibrio hidráulico y la eficiencia del sistema.
El controlador muestra estos datos en la pantalla. Al analizar las lecturas de caudal, el operador puede detectar cambios en el rendimiento del sistema. Por ejemplo, una disminución del caudal de permeado en EFI-01 puede indicar fouling de la membrana.
-
¿Hay un sensor de nivel analógico 4–20 mA en el sistema?
El sensor de nivel analógico 4–20 mA no está incluido en el paquete estándar. Sin embargo, puede instalarse en el tanque de recogida de permeado como dispositivo de monitorización para el controlador Siemens S7-1200.
A diferencia de un interruptor de flotador simple que solo proporciona señales de encendido/apagado, un sensor de nivel analógico ofrece al operador datos continuos sobre el nivel exacto de agua y el volumen disponible en el tanque.
-
¿Cuál es la ventaja del control de frecuencia de la bomba en esta gama de modelos?
El control de frecuencia de la bomba de alta presión ofrece varias ventajas técnicas y operativas. Ayuda al sistema a mantener una presión o un caudal de permeado estable en condiciones de funcionamiento cambiantes, como variaciones en la temperatura del agua de alimentación o fouling gradual de la membrana.
En un sistema estándar, la bomba funciona a plena capacidad. Con un variador de frecuencia, la bomba funciona solo a la velocidad necesaria para satisfacer la demanda de presión actual. Esto puede reducir el consumo de energía, disminuir los costes operativos y reducir el esfuerzo mecánico sobre los componentes del sistema.
El cliente también se beneficia de un funcionamiento más silencioso, una calidad de agua más estable y una mayor durabilidad del equipo.
-
¿Por qué hay un sensor de temperatura del agua en la línea de permeado?
El sensor de temperatura del agua en la línea de permeado es importante porque la permeabilidad de la membrana cambia con la temperatura. Cuando el agua se enfría, puede ser necesaria una presión más alta para mantener el mismo caudal.
Cuando el operador compara los datos de temperatura con las lecturas de presión y caudal, resulta más fácil entender si una menor producción se debe al enfriamiento estacional del agua o al fouling de la membrana. Esto ayuda al operador a realizar mejores ajustes manuales de la presión de funcionamiento y de las posiciones de las válvulas para mantener una producción estable.
-
¿Qué protocolo se utiliza para el intercambio de datos en esta gama de modelos?
El intercambio de datos en este sistema se basa principalmente en el protocolo PROFINET. Este estándar industrial permite la comunicación entre el controlador Siemens S7-1200 y el panel HMI Siemens KTP700 Basic.
El sistema también está diseñado para una integración de alto nivel en la gestión técnica de edificios mediante sistemas SCADA o BMS. Esto permite la supervisión y el control remotos en varios niveles operativos.
Los sensores de presión, temperatura, conductividad y caudal transmiten datos en tiempo real al controlador mediante entradas analógicas y digitales. La interfaz PROFINET basada en Ethernet sincroniza parámetros clave, como la presión de descarga de la bomba, los caudales y los niveles de TDS, entre la HMI local y los sistemas de supervisión conectados.
-
¿Cómo se puede controlar el sistema desde SCADA?
El operador puede gestionar la unidad desde una estación de trabajo remota. El sistema puede detenerse a distancia en caso de emergencia o reiniciarse si se produce un fallo de software.
El sistema SCADA también ofrece visualización en tiempo real de los datos de los sensores, incluidos presión, temperatura y conductividad. Esto permite una supervisión remota completa sin necesidad de estar físicamente presente junto a la unidad. El acceso remoto permite responder más rápido a las alarmas y reduce la necesidad de intervención en sitio durante el funcionamiento rutinario.
-
¿Qué se puede mostrar en el panel de control SIMATIC HMI KTP700 Basic?
El panel Siemens SIMATIC HMI KTP700 Basic es una interfaz táctil centralizada que muestra datos de funcionamiento y controles del sistema en tiempo real.
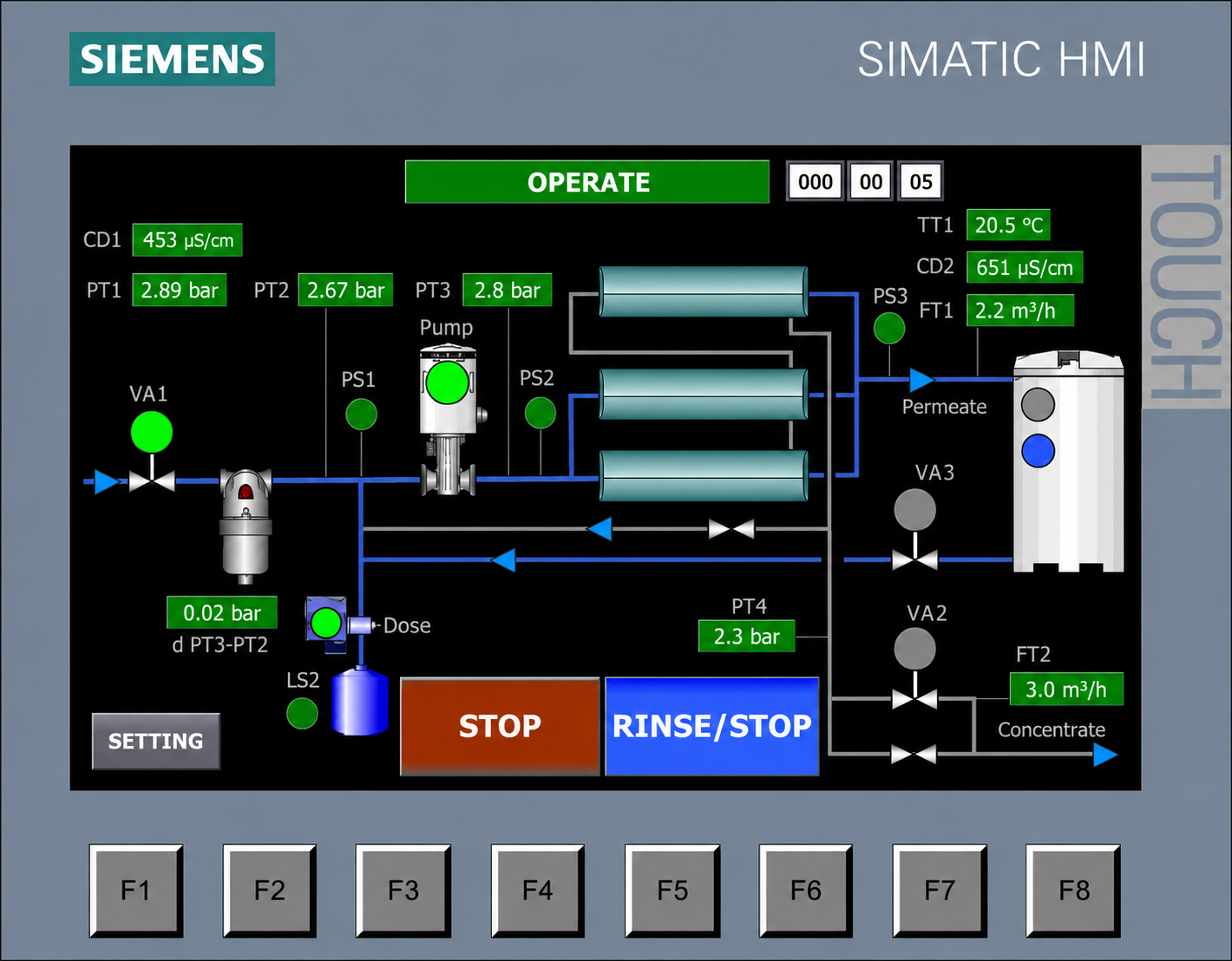
En la pantalla principal OPERATE, el operador puede monitorizar el modo de funcionamiento actual, como servicio, parada, alarma o standby. El panel también muestra parámetros hidráulicos clave, incluidos los caudales de permeado y concentrado, la temperatura del permeado y los niveles de TDS tanto del agua de alimentación como del permeado.
La pantalla muestra el perfil de presión de la unidad, incluida la presión de alimentación, la presión después de los filtros de sedimentos, la presión de descarga de la bomba y la presión después de las membranas. Si se conecta un sensor de nivel analógico 4–20 mA, la HMI puede mostrar el nivel del tanque de permeado. Si se conecta un interruptor de flotador, el controlador puede mostrar si el tanque está lleno. El controlador también puede mostrar un nivel bajo de antiincrustante.
Además de la monitorización, el panel permite al operador controlar válvulas motorizadas para agua de alimentación, lavado directo y lavado de permeado. También puede mostrar tres modos de alarma. Estos elementos se combinan en un solo panel para la gestión local del sistema y un diagnóstico rápido.
-
¿Por qué este sistema cuesta más que otros modelos?
El coste más alto de este sistema en comparación con otros modelos se debe principalmente al uso de componentes industriales, incluidos el controlador Siemens S7-1200 y el control de frecuencia de la bomba.
Aunque la inversión inicial es más alta, el variador de frecuencia puede reducir los costes operativos ajustando el consumo eléctrico de la bomba a la demanda real y a la temperatura del agua. Esto ayuda a evitar un consumo innecesario de energía.
El controlador Siemens proporciona una monitorización precisa de los parámetros técnicos, lo que permite al operador mantener el equilibrio hidráulico correcto y reducir el esfuerzo mecánico que puede acortar la vida útil de las membranas. Con el tiempo, los costes de servicio pueden reducirse, ya que la monitorización detallada ayuda a identificar el fouling de forma temprana y facilita una limpieza química a tiempo antes de que sea necesario sustituir las membranas.
Productos relacionados







Todavía no hay opiniones
¡Comparte tu opinión primero!
